LDPE/PE・PPフィルムは回収量が多い一方で、現場では「絡む」「噛まない」「押出が暴れる」などのトラブルが起きやすい素材です。原因の多くは、フィルム特有の“軽さ・薄さ・帯電”によって、供給が安定しないことにあります。
そこで前処理として効果が出やすいのが、**グラッシュ機(アグロメレーター)**です。フィルムを「詰まらない形」に整え、後工程(洗浄・押出・造粒)の安定運転につなげます。
ロール状・長尺で破砕室にブリッジを作る
軽くて舞いやすく、定量供給が乱れる
形が一定でないため、押出側で噛み込みが不安定になる
特にロールフィルムなど“破砕しにくい材料”は、二軸破砕機の適用例にも挙げられており、前段設計が重要になります。

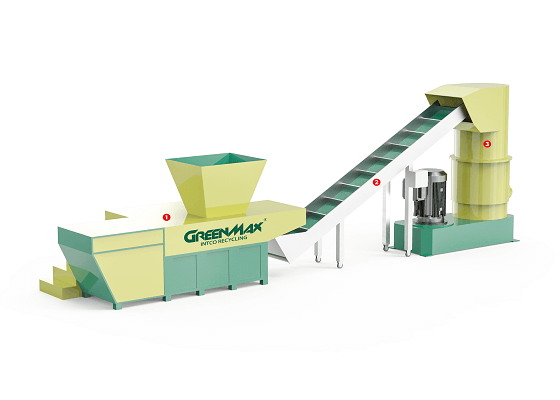
グラッシュ機は、摩擦熱の原理を利用して、さまざまな熱可塑性フィルムを直接粉砕して顆粒化できる機械として紹介されています。高回転する可動刃・固定刃のせん断と摩擦熱で半可塑化し、そこへ定量の水を噴霧して急冷、粒状化する流れが説明されています。
さらに、必要に応じて顔料を添加して着色できる点にも触れられています。
現場で“回る”構成は、原料の状態で変わります。
破砕(ロール材・塊の解消)
グラッシュ機で顆粒化(供給安定)
押出・造粒へ
洗浄ライン側の設計が品質に効きます。intcomachinery.jp 側のブログでは、PET/PE・PP洗浄ラインの構成最適化や、摩擦洗浄機(傾斜式)のカスタム部品対応などが紹介されており、原料特性・水質・レイアウトに合わせた設計の重要性が述べられています。
また、硬質プラ洗浄ラインはHDPE/PP/ABSなどへの適用例が示されています。
製品ページでは、以下のような利点が挙げられています:操作が簡単、メンテナンス容易、費用対効果、処理量が大きい、品質が良い材料を作る、など。
特におすすめのケース
ロールフィルムが多く、破砕後も供給が波打つ
押出が安定せず、ペレット品質にムラが出る
“前処理を追加してでも”停止時間を減らしたい
原料:LDPE/PE/PP、印刷の有無、含水・汚れ
形状:ロール比率、塊の有無(破砕要否)
目標:自社内再利用/販売用ペレット
設置:スペース、排気・排水、動線
後工程:洗浄の必要性、押出・造粒の運用条件
フィルムリサイクルの不安定さは、材料のせいというより前処理と供給設計の問題であることが多いです。グラッシュ機で“供給できる顆粒”を作ることで、後工程の停止・詰まり・品質ブレをまとめて減らせます。

